1 Overview
The reamer produced by machining is a tool for finishing and semi-finishing holes. Since it is a finishing process, the machining allowance is generally about 0.1-0.2 mm, which requires a large number of teeth of the reamer and a long wiper edge. For this reason, the machining accuracy and surface roughness precision must be high to be suitable for processing. Need.
Reamers are commonly used to machine cylindrical holes, and sometimes for tapered holes. Reamers for machining tapered holes are tapered reamer. According to its use, it can be divided into a hand reamer and a machine reamer, and the machine reamer can be further divided into a straight shank reamer and a taper shank reamer.
The specification and model of the reamer are divided according to the diameter of the working part of the processing. The knives for the hand shank are Φ2.8~22mm, the reamer for the straight shank machine is Φ2.8~20mm, and the reamer for the taper shank is Φ10~23mm.
The reamer consists of a working part, a neck and a handle. The working part mainly has a cutting part and a calibration part, and the calibration part is composed of a cylindrical part and an inverted cone part.
2. Inspection standard
Reamers can be divided into many kinds according to different purposes, so there are many standards for reamer. Commonly used are the following standards: GB1131-84 "Hand reamer", GB1132-84 "Reamer for straight shank machine", GB1133-84 "Reamer for taper shank machine", GB4245-84 "Technical conditions for machine reamer", GB4246-84 "Special tolerance for reamer", GB1139-84 "straight shank Morse conical reamer", GB1140-84 "taper handle Morse cone and metric cone reamer", GB4250-84 "Conical reamer technical conditions", GB4251-84 "Carbide straight shank machine reamer", GB4252-84 "Carbide taper shank machine reamer" , GB4253-84 "hard alloy reamer technical conditions", GB4254-84 "hard alloy adjustable floating reamer" and so on.
3. Inspection of machine reamer
(1) Appearance: There shall be no defects such as cracks, scratches, rust and grinding burns on the surface of the reamer.
(2) The positional tolerance of the reamer is shown in Table 6-10-80.
(3) The diameter of the reamer calibration section should have a reverse taper.
(4) Material: The reamer is made of W18CR4V, W6Mo5Cr4V2 or other grades of high speed steel. The welded reamer handle is made of 45 gauge steel or other grades of steel of equivalent performance.
(5) Hardness: The hardness of the working part of the reamer should be 63-66HRC. Shank or flat tail hardness: integral reamer, not less than 40HRC when diameter d<3mm, 40~55HRC when diameter d≥3mm; 30~45HRC for welding reamer
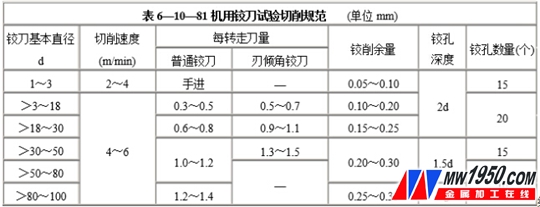
(6) Cutting performance test: The reamer is tested on a drilling machine or a lathe with a floating chuck. The test material is made of 45 steel and has a hardness of 170-200HB. The cooling liquid is an emulsified oil aqueous solution. The cutting specifications are carried out in accordance with Table 6-10-81. The surface roughness Ra of the reamer reaming after the processing test shall not exceed 3.2 μm. Reamers must not have chipping and significant wear.
4. Conical reamer inspection
(1) Appearance: The same as the machine reamer standard.
(2) The positional tolerance of the reamer shall comply with the provisions of Table 6-10-82.
(3) Material: Standard with machine reamer.
(4) The hardness of the working part should be 63-66HRC. Square head or flat tail hardness: 40-55HRC for the overall reamer and 30-45HRC for the welding reamer.
(5) Performance test: The test material and the coolant are the same as the machine reamer. Before the test, a straight hole suitable for the taper hole should be pre-drilled. The Mohs cone 3~6 reamer should be pulled out with a suitable amount of taper or stepped hole. The test cutting specifications are specified in Table 6-10-83.
After the test, the roughness Ra of the surface of the reaming hole should not exceed 6.3 μm, and the reamer must not have chipping and obvious bluntness.
5. Inspection of cemented carbide reamer
(1) Appearance: Standard with machine reamer.
(2) Position tolerance: standard with machine reamer.
   (3) The reamer calibration section should have a reverse taper.
(4) Reamer blades are selected according to GB2075-98 "Carbide Classification and Grouping Code for Cutting"
(5) The reamer blade body is made of alloy steel of 40Cr or higher, and the hardness of the shank and the flat tail should be HRC30-45.
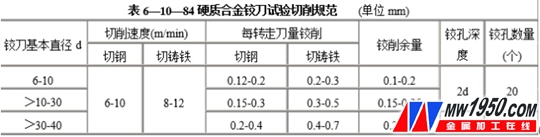
(6) Performance test: Test material: Reamer of welding code P20 cemented carbide insert, the test material hardness is 170-200HB 45 steel. The reamer of the welding code K20 cemented carbide blade is made of gray cast iron with a hardness of 180-220HB. Coolant: When testing the reamer of the P20 cemented carbide insert, use the emulsified oil aqueous solution; the reamer of the welding code K20 carbide insert does not use the coolant. The test cutting specifications are carried out in accordance with Table 6-10-84.
   6. Marking and packaging
(1) Mark:
1 Reamer should be marked with: manufacturer's trademark, basic diameter of reamer, accuracy grade (cone number, carbide grade of blade), material (HSS).
2 The box of the reamer should be marked with the country code, product name, manufacturer name and trademark, basic diameter of the reamer, accuracy grade, material, number of pieces, manufacturing year and month.
(2) Packing: The reamer should be rust-proofed before packaging. The reamer in a package should be protected from damage.
Dyeing & Printing Auxiliaries Features:
Assist in trouble-free dyeing process in variety of textile processes and applications
Dyes used are specific for particular substrate and come classified in regard to their substantively, chemical constitution, fiber type and application method
Offering substantively to fiber types in exhaust dyeing process
Comes with suitable binder support
For delivering best end results, we closely follow the criteria involving:
Providing solutions that deliver optimum levelness and depth/shade of dyeing
Properties of dyes involving its solubility/dispersing capabilities
Superior fastness properties
Applications:
Can handle broad range of printing styles including dyed, discharge, direct and resist
Suitable for processes involving roller printing, screen printing, block printing, spray printing and foam printing
Suitable for different types of printing including Reactive, Disperse, Pigment, Vat, Rapid, Naphthol/BasePrinting And Dyeing Auxiliary
Textile Auxiliaries,Dyeing Auxiliaries,Printing Auxiliary,Dyeing And Printing Auxiliaries
FORING IMPORT & EXPORT CO.,LTD , https://www.foringfor.cn