
Figure 4 is a photograph of air cooling after NM treatment (sample is a 4.5 mm thick thick steel strip). It clearly reflects the changing process of NM processing. In the figure, the top and bottom layers are A, B, C, and D. The outermost layer A is the oxide layer produced after the high temperature furnace is exhausted and the air is cooled. In M(N) and AR(N) There is a black net with internal oxidation, the hardness is very low, and it is not allowed to occur during normal processing. The parts to be refined after quenching are different.
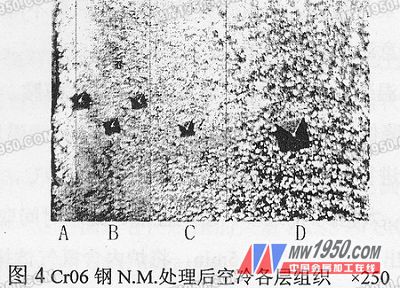
The surface structure after normal NM treatment should be the B layer in the figure. This layer of N infiltrates most and is dissolved in A. Since N causes K to dissolve into A, contains high C and N, and air cooling can be quenched, so M(N) and part of AR(N) are obtained, and there is no excess K. , hardness 800-840HV0.1. N continues to deepen, its concentration gradually decreases, and it is not enough to dissolve K when it reaches the C layer. However, N which has been infiltrated with N can be hardened even when air-cooled, and AR is also less. Therefore, the C layer consists of M(N) plus K and a small amount of AR, and the hardness is the highest, reaching 825-880HV0.1, which is the most wear-resistant. The inward D layer does not seep N, and is not hardened when air cooled. It is only a normal fired structure, composed of Soxite plus the original K, and has a hardness of 284-368HV0.1. If the oil is quenched after NM treatment, the D layer should be the normal quenching structure of the tool steel.
If the metallographic sample is corroded just right, it can be seen that from the surface to the C layer, M(N) is grayish white, which is distinct from the D layer. There is also a white bright K on the C-layer gray matrix, and its morphology is basically the same as that of the D layer. At the same time, the thickness of the C layer and the B layer are equivalent, indicating that the thickness of the N infiltration layer is about twice that of the K completely dissolved layer.
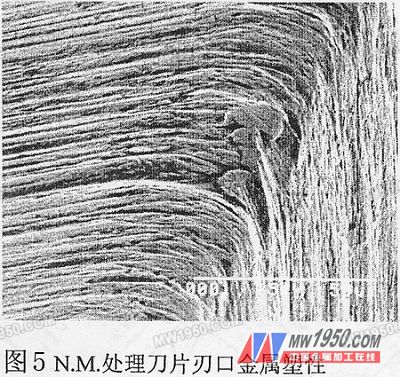
Since the K segregation of the layer is eliminated and contains more AR, the surface layer is ductile fracture. The edge of the NM treatment blade does not chip under the abrasive grain, but plastic flow, which effectively consumes the abrasive energy and delays the wear and damage of the cutting edge (Fig. 5).
3 N, M treatment eliminates CN segregation layer K segregation
3.1 For aerospace product parts
A part of the material is 20CrMnTi steel forgings, requiring CN co-excitation quenching, the depth of the layer is ≥1.30mm, the osmosis time is long, the coarse and dense block-like reticular CN compound often appears in the infiltration layer, and the brittleness is high, which is easy to produce in the subsequent machining. Cracks are also often caused by problems such as low hardness due to decarburization during secondary heating and quenching, and have not been solved for a long time. After being inspired by NM treatment, since solid solution infiltration N can eliminate the surface defects of steel, it should also improve the microstructure of the co-infiltrated layer. In the late 1980s, the test succeeded in replacing the original secondary heating quenching with NM treatment, which ensured the organization and performance, and the production quality was stable.
3.1.1 The original process CN co-infiltration is carried out in a well-type gas infiltration C furnace. The infiltration agent is triethanolamine + ethanol, the temperature is 880 ° C, the furnace is slowly cooled, the infiltration layer is ≥ 1.30 mm, and the machine is subjected to secondary heating and quenching. In order to stabilize the size, it needs to be cold-cooled after quenching, and finally tempered at low temperature.
3.1.2 The new process CN co-infiltration process is unchanged, and the NM treatment after machining is carried out in the same well type carburizing furnace. In order to avoid viscous triethanolamine blocking the pipeline, use ammonia gas and drop a small amount of ethanol to prevent decarburization. The temperature is 870 °C, the time depends on the size of the workpiece, and the furnace is directly quenched, and then cold-treated and tempered according to the original process.
3.1.3 NM processing effect After the NM processing, the surface layer is very fine M (N) plus AR (technical requirements 1-3, actually 1 level). The surface layer CN compound is substantially dissolved, and even if it is a bulky dense CN compound of 5-6 grade after co-infiltration, it becomes a fine particle of 2nd and 3rd grade (requires 1-4 grade). The hardness is 61-65HRC (requires 60-66HRC). Microhardness test, even after the sample of the compound 5-6 of the compound after co-infiltration, after the NM treatment and tempering, the hardness gradient of the layer is very gentle. NM processing is easy to operate, does not increase the process, no need to add equipment, low cost, and stable quality.
3.2 For military high precision heavy duty gears
3.2.1 New and old process Inner Mongolia First Machine Factory 20Cr2Ni4A steel, high-precision heavy-duty gear with modulus 7-9, the original process is 820 °C ammonia plus kerosene CN co-infiltration air cooling - finishing - quenching - low temperature tempering. Due to the deep infiltration layer and long osmosis time, the large layered CN compound or the coarse hook-like CN compound is thickened and large twin crystal M, and the tooth surface has poor fatigue peeling performance and low life. Li Donggui and so on have carefully designed a new process: the gear is first 920 ° C high temperature CN co-infiltration, to quickly obtain the required thickness of the layer, and then with the furnace cooling 570 ° C × (3 - 4) h CN co-filtration, Obtain a high N content, and then heat up to 760 ° C -880 ° C with the furnace to heat A, quenching. The three steps of CN co-infiltration, NC co-infiltration and A-ification can be carried out continuously in the carburizing furnace, or the tooth finishing after CN co-infiltration, and then NC co-infiltration and integral heating quenching. The gear thus treated has a fine dislocation M and a highly dispersed fine circular CN compound with high static bending strength and contact fatigue strength, and its wear resistance and seizure resistance are also better than general CN. Or infiltration C quenchers are high.
3.2.2 Process analysis of gears with modulus of 7-9, the thickness of the layer is above 1.30mm, using ammonia and kerosene as the infiltration agent, 820 °C CN co-infiltration, the inevitable time is long, CN compound coarse and mesh belt Segregation is inevitable. The new process is 920 ° C co-infiltration, the permeation rate is greatly improved, and the thickness of a certain layer can be reached quickly. However, the ammonia decomposition rate is very high at 920 ° C, and the N potential in the furnace is low, mainly carburizing, and nitrogen infiltration is very limited. Therefore, the subsequent 570 ° C NC osmosis can greatly increase the surface N content, and obtain ε + γ compounds (confirmed by X-ray diffraction), ε + γ decomposition in the subsequent quenching heating, N dissolved in A, forming a high N containing, quenching After that, it is changed to M(N).
The increase of N content in A also promotes the dissolution or refinement of the coarse networked CN compound formed by high temperature co-infiltration, and eliminates compound segregation.
There are two functions of 570 °C osmosis: a. Pre-heating of gears after finishing and re-quenching at 920 °C, can reduce stress and reduce deformation; b, 20Cr2Ni4A steel, even after air-cooling at 920 °C, Its structure is also twin crystal M plus AR and K, NC co-infiltration at 570 °C also acts as a high temperature tempering, which precipitates fine granular CN compounds in M ​​and AR, which can prevent grain growth when quenched and heated; The CN content in the matrix is ​​also reduced. In the case of secondary heating quenching, this portion A may be converted into a fine dislocation M. Therefore, this process design is reasonable and provides valuable reference for people.
4 Conclusion
(1) Infiltration of nitrogen can enlarge the steel γ zone and lower the A1 and A3 (Acm) points. The hypereutectoid steel is combined with quenching heating, and simultaneously solid solution nitriding, the surface layer carbide can be dissolved into A, and the M(N) surface layer without K is obtained after quenching;
(2) Nitrogen-containing martensite treatment (NM treatment) can be used to eliminate knives such as coarse and meshy, banded segregation in the surface layer of tool steel or carburizing, carbonitriding parts, and CN compounds, and improve parts. Performance and life;
(3) Compared with the traditional high temperature normalizing, NM treatment is the simplest and most energy-saving new process to eliminate the surface of the hypereutectoid steel.
Previous page
Medical Consumables,Hospital Consumables,Medical Consumable Products,Medical Device Consumables
Yong Yue Medical Technology(Kunshan) Co.,Ltd , https://www.yongyueplat.com